

然后反向转动滚丝机机头前进的控制轮,退出机头。由于丝扣是挤压出来的而不是车床车出来的,所以丝扣部分的强度要高于钢筋母材。直螺纹滚丝机是加工钢筋直螺纹丝头的专用设备,通过剥肋刀将钢筋端头剥圆,然后用三个空心滚丝轮对钢筋进行滚轧直螺纹,从而达到钢筋直螺纹成型的质量要求。使钢筋连接套筒达到JGJI07-2003《钢筋机械连接通用技术规程》要求的A级连接标准要求。滚丝机再加GB1499-1998《钢筋混凝土用热轧带肋钢筋》中的Φ16-Φ40mm九种规格钢筋。

HGS-40D HGS-40DZ HGS-40KZ滚丝机滚丝轮的安装方法:1.正丝的安装方法:安装时滚丝轮里面的垫片按顺时针依次安装7、6、5,如图,然后装上滚丝轮(滚丝轮是一样的,不用分号),轮外面依次装5、6、7,使轮内外垫片的厚度之和为12.2.反丝的安装方法:滚丝轮里面的垫片按顺时针为5、6、7,轮外面为7、6、5,里外垫片厚度之和也是12.配电箱内的转向开关扳到反丝位置。
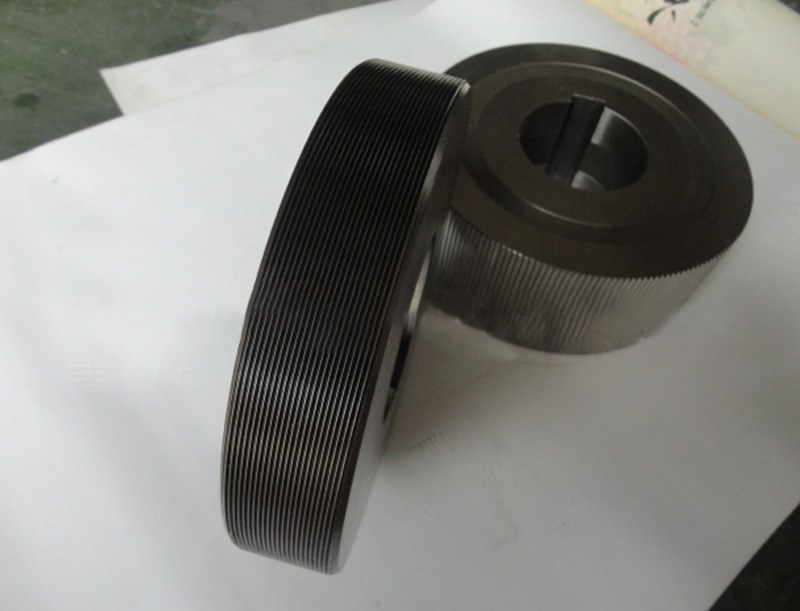
顺时针转动定位盘,此时定位盘松开,摘除限位套限位钉,卸下限位套附带定位盘。摘除前轴盖安装螺钉,取下前轴盖。取出滚丝轮选取与钢筋型号一致的滚丝轮进行安装。钢筋滚丝机与所要加工的钢筋型号相适应后,松开蜗杆压紧螺母,与加工钢筋型号相对应的对刀棒细端插入滚轧头中心,转动调节蜗杆,使滚丝轮与对刀棒相接触抽出对刀棒,拧紧蜗杆压紧螺母即可。更换滚丝轮操作总汇(机床停在初始位置)机床停在初始位置,滚轧头停放在初始位置,此时剥肋组合入。
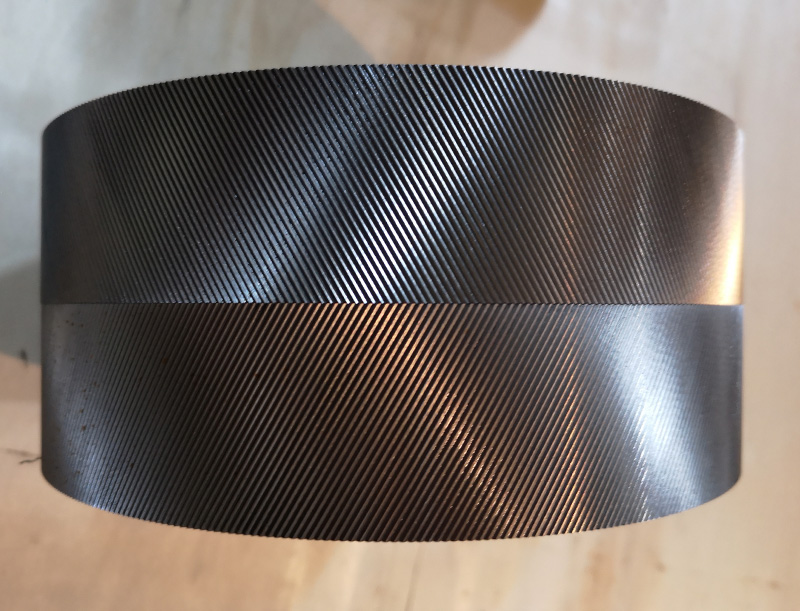
滚丝轮的螺距不是与直径相配的,其螺距是固定的,而直径会有所不同。像1mm的螺距会有几种不同直径的滚轮,比如70直径的就会有1、1.5、2、2.5等不同螺距,选择滚丝轮首先选螺距,再看用多大的轮适用于滚压。使用滚丝轮需要注意以上六个方面,特别是在滚丝机上的时候由于振动较大,要更为注意一些。缙云福勇工模具厂家为您生产各种滚丝轮、滚轧轮、滚花轮等相关产品,欢迎有需要的客户电话联系我们购买。



