

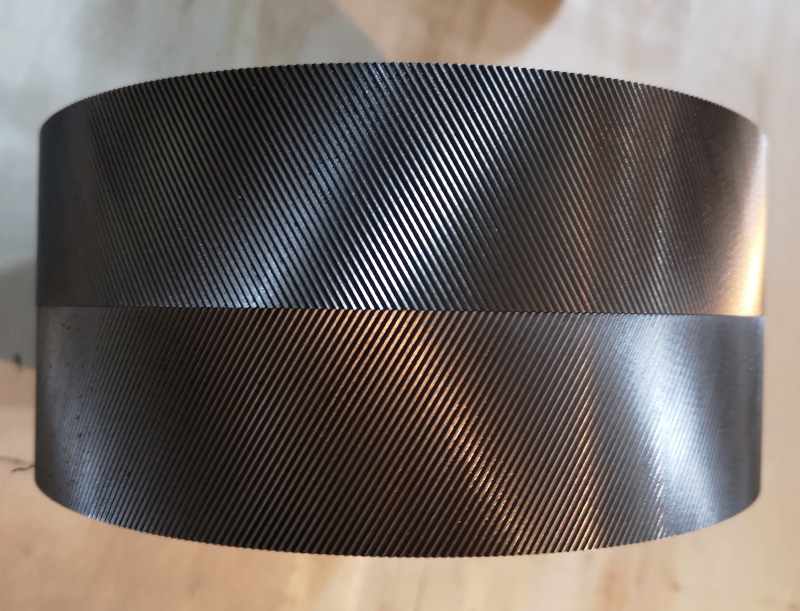
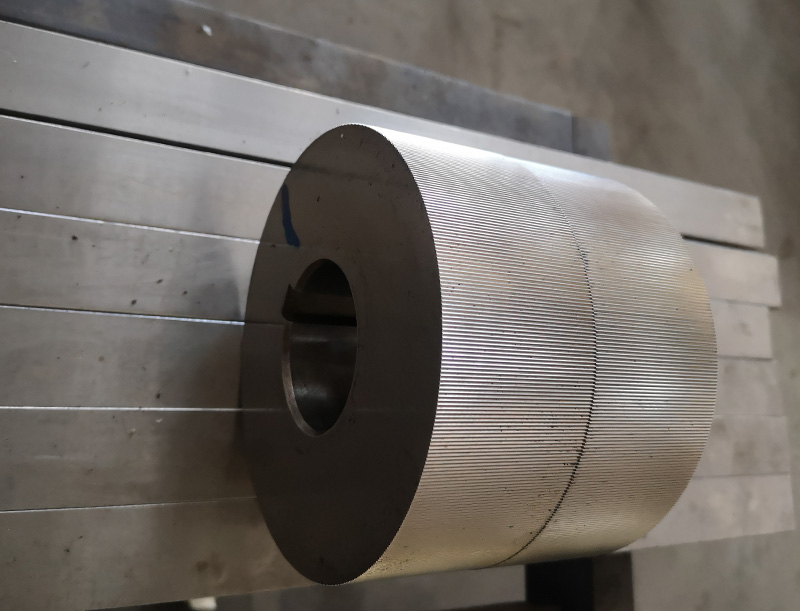
1、滚花纹路表面光洁度。2、减少披锋毛刺。3、非单纯切削加工可以有效提升工件材料密度,增强产品质量。4、受力点不断在转变,可以有效提升滚花轮使用寿命。二、弧形滚花轮的使用注意事项:由于特殊的形状,弧形滚花轮无法加工到工件根部,需要预留一定的进刀槽和退刀槽来方便加工,具体预留多少则需要根据实际情况而定。三、与切削滚花工艺的对比。
顺时针转动定位盘,此时定位盘松开,摘除限位套限位钉,卸下限位套附带定位盘。摘除前轴盖安装螺钉,取下前轴盖。取出滚丝轮选取与钢筋型号一致的滚丝轮进行安装。钢筋滚丝机与所要加工的钢筋型号相适应后,松开蜗杆压紧螺母,与加工钢筋型号相对应的对刀棒细端插入滚轧头中心,转动调节蜗杆,使滚丝轮与对刀棒相接触抽出对刀棒,拧紧蜗杆压紧螺母即可。更换滚丝轮操作总汇(机床停在初始位置)机床停在初始位置,滚轧头停放在初始位置,此时剥肋组合入。

这种滚花刀具不仅能够加工直纹还可以加工网纹,只需要把直纹的滚花轮换上斜纹的滚花轮就可以了。加工时,由于钳压式滚花独特的上下结构,能够在加工时把工件固定不动在中间,促使直纹加工全过程中,工件能够匀称承受力,长期保持。进而加工出去的实际效果也就更为优良。钳压式滚花筒夹要是在刚开始应用时调整后左右的间隔,设置好切削速度,首先用低转速比开展试刀,在与工件充足磨合期之后便能够提升转速比,正式开始生产制造。关于直纹滚花加工变斜主要我们是要先找到原因,其次在找到解决的方法,这样就可以了。直纹滚花轮、滚丝轮有需要的话都可以电话联系我们订购。
直螺滚丝机采用内出冷却液,解决了滚轧加工时排屑问题,自动化强度高,进给自动停机复位自动停机。将钢筋端头经过滚丝机滚压缩径,提高其强度,(我只记得好像是能提高其强度至原材的好几倍),然后进行车丝。用户在使用直螺纹滚丝机时,可以先根据钢筋直径调整好直螺纹滚丝机上的滚丝轮、剥肋刀片,然后用滚丝机上的钳子将要滚丝的钢筋固定好,转动滚丝机机头前进的控制轮,机头将钢筋剥肋、三个滚丝轮对钢筋进行转动挤压,形成丝扣。



